建設工程監理資料編制與管理指南

建設工程監理資料編制與管理指南
一、監理資料的重要性
建設工程監理資料是監理單位在工程項目實施過程中形成的具有保存價值的各種文字、圖表、聲像等不同形式的歷史記錄。它不僅反映了監理工作的全過程,也是工程竣工驗收、結算、審計及后期維護的重要依據。規范的監理資料管理是監理工作規范化、標準化的重要體現,也是監理單位履行合同、規避風險的法律憑證。
二、監理資料的主要內容體系
監理資料貫穿于工程建設全過程,通常可分為以下幾大類:
- 綜合管理類資料:包括監理合同、監理規劃、監理實施細則、監理機構組成及人員資質、監理工作制度、會議紀要、監理月報、監理工作等。
- 質量控制類資料:這是核心部分,包括:
- 施工準備階段:圖紙會審記錄、施工組織設計/方案報審表、分包單位資格報審表、材料/構配件/設備報審表等。
- 施工過程階段:檢驗批、分項、分部工程驗收記錄;隱蔽工程驗收記錄;監理通知單及回復單;旁站記錄;平行檢驗記錄;質量事故處理資料等。
- 竣工階段:單位工程竣工驗收報告、質量評估報告等。
- 進度控制類資料:工程開工/復工報審表、施工進度計劃報審表、工程延期報審表、進度檢查與分析記錄等。
- 造價控制類資料:工程款支付證書、費用索賠報審表、工程變更單、竣工結算審核意見書等。
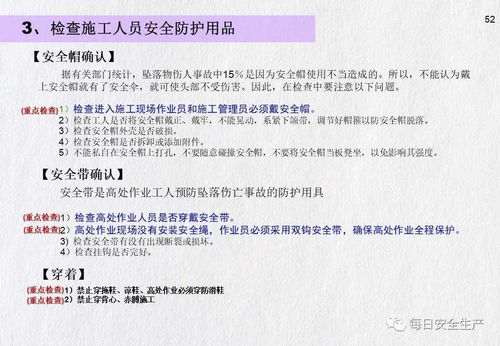
- 安全生產管理類資料:安全監理實施細則、安全隱患通知單及回復、安全專項方案審查記錄、安全檢查記錄等。
- 合同管理類資料:工程暫停令、工程變更、索賠、爭議調解及違約處理的相關文件。
- 監理工作函件:與建設單位、施工單位的往來函件。
三、監理資料的編制要求與流程
- 及時性:資料的形成應與工程建設同步,嚴禁后補。例如,隱蔽工程驗收必須在覆蓋前完成記錄。
- 真實性:所有資料必須如實反映工程實際情況,數據準確,禁止弄虛作假。
- 規范性:
- 表格統一:使用國家、行業或地方主管部門規定的標準表格,或經建設單位認可的項目專用表格。
- 填寫規范:內容完整、字跡清晰、簽字蓋章齊全。責任人(監理工程師、總監理工程師等)的簽字必須手簽,不得代簽或使用印章。
- 用語嚴謹:使用專業、客觀的工程語言,避免模糊和歧義。
- 系統性:資料應分類清晰、編目有序、查找方便。通常按單位工程、分部工程、專業或時間順序進行組卷。
- 閉合性:對于發現問題的文件(如監理通知單),必須有對應的復查和整改回復,形成管理閉環。
基本流程:收集 → 鑒別 → 整理(分類、組卷、排列、編目)→ 歸檔。
四、監理資料的管理要點
- 明確責任:項目總監理工程師對監理資料負總責,可指定專職或兼職資料員進行日常收集、整理和管理,各專業監理工程師負責本專業資料的及時生成與準確性。
- 建立制度:制定項目《監理資料管理辦法》,明確資料的內容、格式、傳遞流程、歸檔時間和責任人。
- 過程檢查:總監理工程師應定期檢查監理資料的及時性和完整性,將其作為監理內部考核的一部分。
- 安全保管:設置專門的資料室或檔案柜,做好防火、防盜、防潮、防蟲工作。涉及電子文檔的,應定期備份。
- 移交歸檔:工程竣工驗收后,按合同約定和城建檔案館的要求,在規定時間內將整理齊全的監理資料移交建設單位和檔案館。
五、常見問題與對策
- 問題1:資料與施工不同步,后期補做。
- 對策:強化過程控制,將資料填寫作為每日/每周監理工作的固定環節,與工程計量款支付掛鉤。
- 問題2:簽字蓋章不全,效力存疑。
- 對策:制定嚴格的用印和簽字權限制度,總監理工程師加強審核。
- 問題3:分類混亂,查找困難。
- 對策:開工前制定詳細的資料歸檔目錄,采用統一的檔案盒和標簽,及時整理。
###
做好建筑工程監理資料是一項細致、繁瑣但至關重要的工作。它不僅是監理履職的“痕跡”,更是工程質量的“鏡子”和項目管理的“數據庫”。通過規范化、標準化的資料管理,可以有效提升監理服務水平,保障工程目標的順利實現,并為各方留下清晰、可靠的歷史憑證。監理人員應樹立良好的資料意識,將其視為監理工作的有機組成部分,持之以恒地做好做實。
如若轉載,請注明出處:http://www.yiwuadvisor.com/product/27.html
更新時間:2026-05-12 18:57:05